In the world of automotive manufacturing, oil pumps play a critical role in ensuring engine longevity and performance. Among the most important components of an oil pump are its rotors. When it comes to choosing the right rotor for Original Equipment Manufacturer (OEM) production, two primary options dominate the conversation:
Both have unique advantages and shortcomings — and choosing between them involves understanding performance, cost, efficiency, scalability, and production demands. In this blog, we’ll dive deep into the core differences between sintered and machined rotors, pricing considerations, manufacturing implications, performance comparisons, and real-world use cases.
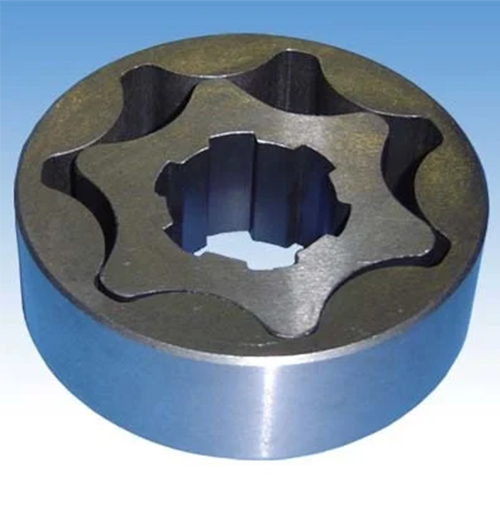
Before comparing sintered and machined rotors, it’s crucial to establish what an oil pump rotor does.
An oil pump rotor is the moving component inside a rotary oil pump responsible for drawing oil from the sump and pushing it through the engine’s lubrication pathways. Its function is simple but crucial: supply consistent oil pressure to prevent engine wear.
There are two broad manufacturing approaches:
Sintering is a process rooted in metal-powder technology. Rather than starting with solid metal, manufacturers begin with metal granules. These powders are compressed into a desired shape and then heated in a controlled environment just below their melting point. The result is a solid but porous structure with unique characteristics.
✔ Cost-effective production
Sintered production reduces material waste. Powdered metal yields almost 98% utilization, whereas machining can waste up to 70% of raw material as chips.
✔ Consistent Geometry
Because sintering uses molds, complex profiles are repeatable across tens of thousands of parts.
✔ Enhanced Porosity for Lubrication
Microscopic pores can hold lubricant, which helps during cold starts — a common point of engine wear.
✔ Faster High-Volume Production
Once tooling is made, thousands of parts can be produced per hour with minimal labor.
❌ Lower Mechanical Strength Than Solid Metal
Sintered rotors can have slightly lower tensile strength compared to fully machined rotors.
❌ Limited Materials
High-strength alloys are harder to sinter effectively.
Machined rotors begin life as a solid metal block or forging. Using CNC (Computer Numerical Control) machines, material is cut precisely into the final rotor shape.
✔ Superior Strength & Durability
A solid structure means fewer chances of micro-cracks or porosity — ideal for high-stress engines.
✔ Customizability
Complex geometries or performance-tuned profiles are easy to craft.
✔ Better Material Choices
High-grade alloys and heat-treated metals can be used without sintering constraints.
❌ High Production Cost
Significant material wastage and longer machining times raise unit costs.
❌ Slower Production Rates
CNC machining doesn’t scale as quickly as powder metallurgy.
❌ Human Labor & Quality Control
More steps mean more inspection, which increases lead times and costs.
A major decision point for any OEM is cost per unit, including raw materials, labor, overhead, and tooling. Below is a general comparison — actual prices vary by region, order volume, and metals used.
| Cost Component | Sintered Rotor | Machined Rotor |
|---|---|---|
| Raw Material Cost | $5–$8 per unit | $10–$20 per unit |
| Production Labor | $0.50–$1 | $2–$4 |
| Tooling & Fixtures | $2,000–$10,000 initial | $5,000–$30,000 initial |
| Unit Production Time | 30–60 seconds | 3–10 minutes |
| Cost per Unit (typical) | $8–$15 | $20–$35 |
Key Insight:
For high-volume production (10,000+ units), sintered rotors can be up to 70% cheaper per unit compared to machined rotors.
A vital question OEM engineers ask is: Does cost savings come with performance trade-offs? Let’s see how these two stack up in real-world conditions.
Machined rotors benefit from solid material integrity, making them preferred in:
Sintered rotors, while strong, may have micro-voids that slightly reduce fatigue resistance under extreme loads.
Sintered rotors, due to porosity, tend to hold lubricant better, which:
Machined rotors rely on precise surface finishing to minimize wear — which is achievable but adds machining time and cost.
CNC machining offers tighter tolerances (as low as ±0.005 mm), making it ideal for high-precision oil pumps. Sintering generally gives tolerances in the range of ±0.02–0.05 mm depending on tooling quality and sintering control.
Machined parts are typically more stable under high temperature and stress because they are not dependent on sintering bonds.
For OEMs choosing between sintered and machined rotors, several production-related factors come into play:
Sintered components can produce intricate internal geometries without additional machining. Machining complex internal shapes may require secondary operations.
Sintering is more limited in terms of material hardness and alloys. If a design requires exotic alloys (e.g., high-nickel or special heat-treated steels), machining may be the only viable route.
Both methods require quality control:
Either process may include post-processing like:
Understanding industry usage can help OEMs decide based on proven results:
Example: A compact sedan with a 1.2L engine may use a sintered rotor to keep manufacturing costs down while maintaining reliability.
Example: A turbocharged sports car engine with high RPM demands benefits from the precision and durability of machined rotors.
Manufacturers increasingly consider sustainability:
✔ Less material waste
✔ Lower energy per part
✔ Reduced machining emissions
❌ Higher material waste (chips)
❌ Longer machining cycles → more energy use
If an OEM aims for green manufacturing standards, sintered production often aligns better with lean and low-waste goals.
Here’s a practical way to decide:
Decision Example:
If building a fleet-oriented light truck engine with 50,000 units per year and cost control is critical → Sintered Rotor wins.
If building a turbocharged performance engine with tight tolerance needs and high heat environment → Machined Rotor is preferred.
Some modern OEMs combine strategies:
Hybrid solutions can balance cost and performance — though they often increase production complexity.
Let’s imagine a hypothetical OEM producing 100,000 automotive oil pumps per year.
Annual Savings with Sintered Rotors:
➡ $1.6 million (approx.)
This kind of margin improvement can be a game changer in competitive markets.
Even if an OEM chooses one design for production, aftermarket support may require availability of both rotor types. Aftermarket customers may want:
OEMs with aftermarket divisions should consider stocking both variants.
Not true — modern sintering with controlled atmospheres creates parts capable of 90–95% of machined rotor strength for standard applications.
Better in strength and precision, yes — but not always the best value for high volume OEM production.
There’s no one-size-fits-all answer, but here’s a summary:
✅ You need low cost per unit
✅ High production volumes are expected
✅ Engine demands are moderate
✅ Sustainability and minimal waste are priorities
Best for: Economy cars, light trucks, mass-market OEMs
✅ Engine performance is critical
✅ Tighter tolerances and higher strength are required
✅ Low to moderate production volumes
Best for: Sports cars, high-end vehicles, heavy-duty commercial engines
When it comes to OEM production of oil pump rotors, both sintered and machined designs have their place. Sintered rotors shine in cost efficiency and high-volume production, while machined rotors excel in performance and precision.
An intelligent OEM strategy often involves analyzing:
Ultimately, the “better” rotor is the one that aligns with your product goals, budget, and customer expectations.
Got questions about implementation, pricing breakdowns, or manufacturing partners? Reach out — we’d love to help you choose the best path for your next production line!